
Subscribe now & get exclusive bike deals,
new arrivals alerts and pro riding tips!
Cycle green, stay fit, live better.
Understand carbon frame quality checks for B2B bicycle sourcing, including inspection questions buyers should confirm before orders.
Most bike shops accept supplier test reports without reading them. This is rational — the documents are dense, the standards reference other standards, and the time cost is real. But it also means most warranty surprises and unsold inventory traceback to one fact: the frame was never independently tested to the standard the buyer assumed it met.
This guide is the version of carbon frame testing every dealer should have. It covers the five test standards that matter, what “passing” actually means in measurable terms, what happens inside a factory QC line, how to verify reports aren’t fabricated, and the failure modes you will see in the field.
It is written so that after reading it, you can hold a test report next to this article and know exactly what you are looking at.
Carbon bicycle frames sold in major markets are tested against five core standards: ISO 4210-6 (road frames and forks), ISO 4210-9 (mountain frames and forks), EN 14781 (race road bikes), CPSC 16 CFR Part 1512 (US market), and EN 17406 (e-bikes, where applicable). A frame “passes” each standard by surviving specified static loads, impact tests, and fatigue cycles — typically 100,000 cycles minimum at defined load — without cracks, permanent deformation, or loss of function.
A reputable supplier provides full PDF reports from CNAS, A2LA, TÜV, SGS, or Intertek-accredited labs, dated within 24 months, identifying the specific frame model and size tested. A dealer can verify any report in 48 hours by emailing the issuing lab with the report number.
The rest of this article gives you the working knowledge to actually use that information.
ISO 4210-6: Test methods for frames and forks for racing bicycles, all-terrain bicycles, etc.
This is the international baseline for road frame testing. Latest version is ISO 4210-6:2023 (replacing the 2015 edition for new submissions). Key tests:
A road frame that fails any of these tests is not road-safe. A frame that survives well above the threshold (e.g., randomly select 3% of our carbon fiber frames for destructive testing: 1,200 Newtons of force—100,000 cycles—zero failures) demonstrates a margin that translates directly into real-world durability.
ISO 4210-9: Mountain bicycle frames and forks
The mountain bike equivalent, with higher load values and additional impact tests reflecting MTB use cases. Critical for gravel frames marketed for rough terrain — a high-end gravel frame should ideally test against both ISO 4210-6 and 4210-9.
EN 14781: Racing bicycles
The European race-bike standard, with higher fatigue loads than ISO 4210-6. Fatigue cycle requirements remain at 100,000, but force values are increased. EN 14781 is voluntary in most markets but is the de facto bar for premium road brands.
CPSC 16 CFR Part 1512
Mandatory for any bicycle sold in the United States. Covers braking performance, frame and fork structural requirements, reflectors, and other safety features. CPSC compliance is verified by lab testing and self-certification — no government pre-market approval, but penalties for non-compliant products in market are significant.
EN 17406: Electric power assisted cycles
The e-bike standard. Higher load thresholds reflecting motor and battery weight, plus electrical safety requirements. Required in the EU for any e-bike sold there.
Test reports often summarize as “Pass.” This is shorthand. The substance is in the measured values. Here is what to look for in each section.
Static load tests. The report should show the load applied and the resulting deflection. After load removal, permanent deformation must be below the standard’s threshold (typically 1.5 mm or less depending on the test). Look for the actual measured deflection, not just “within tolerance.”
Impact tests. The report must specify drop height, mass, and impact location. Post-impact, the frame is inspected for visible cracks, fractures, and ability to continue functional use. Some reports include strain gauge data showing peak load — this is a sign of a thorough lab.
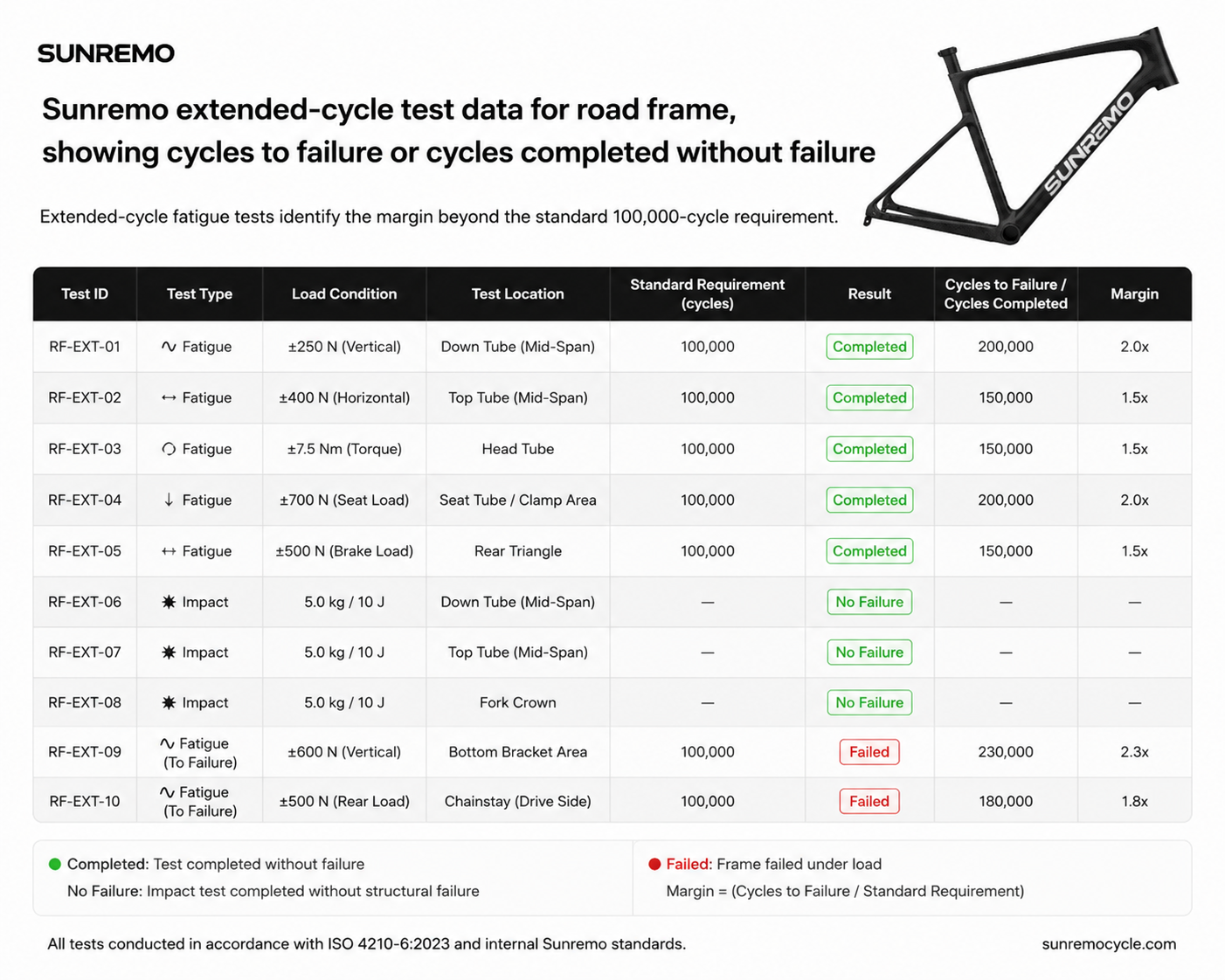
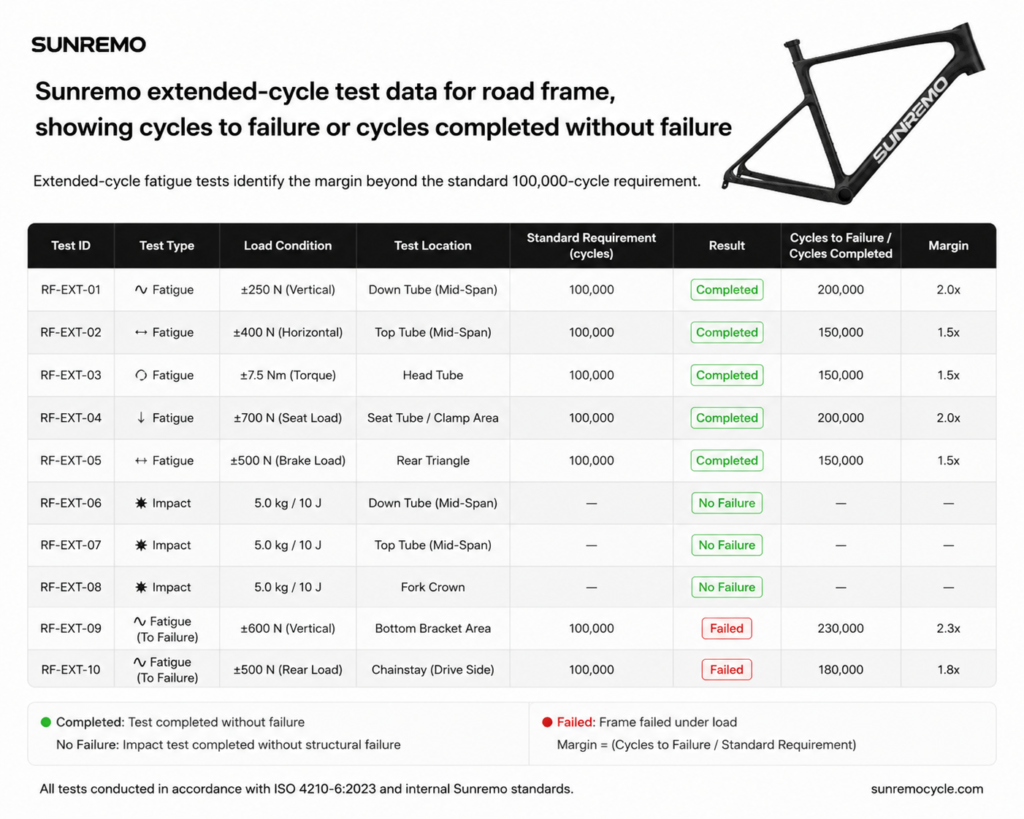
Fatigue tests. The most important section. The report shows cycle count completed and post-test inspection findings. A “passed at 100,000 cycles” entry means the test stopped at the threshold. Some labs and suppliers run extended cycles — 150,000, 200,000, or to failure — to demonstrate margin.
Inspection results. Post-test, the frame is visually inspected and often dye-penetrant or ultrasonic tested for non-visible cracks. Reports should indicate which inspection methods were used.
Standards testing happens once per design at certification time. Real frame quality depends on what happens to every individual frame on the production line. A premium factory’s QC process looks like this:
Incoming material inspection (IQC). Every prepreg roll is checked for resin content, fiber alignment, and storage condition. Out-of-spec material is rejected before it reaches the layup table. Records are kept by lot number for traceability.
Mold and bladder inspection. Before each cycle, molds are cleaned and inspected for surface damage. Bladders are pressure-tested at intervals. A leaking bladder produces voids — finding it before layup is cheaper than finding it after.
In-process layup verification. Each layup station has digital instructions specifying ply order, orientation, and ply count for each zone. Supervisors audit a percentage of layups (typically 10–20%) for adherence. Photo documentation at key stages creates an audit trail.
Cure cycle monitoring. Oven temperature is logged digitally throughout the cure. Deviation triggers investigation. The cure recipe (temperature, ramp rate, dwell time, pressure) is the most important secret of any carbon factory — and the most common place for shortcuts.
Post-cure inspection. Every frame is weighed against the spec. Out-of-tolerance frames are flagged for further inspection or rejected. Ultrasonic scanning at high-stress areas (BB, head tube, seat tube junction) detects voids and delaminations before paint hides them.
Pre-paint inspection. Frames are inspected bare for surface defects, dimensional accuracy (head tube angle, BB drop, chainstay length), and any cosmetic issues. Defects found here are far cheaper to address than after paint.
Paint and graphics QC. Paint thickness is measured at multiple points. Graphics alignment is verified against the spec. Total weight post-paint is recorded.
Final assembly QC. Threaded inserts are torque-tested. Hardware is verified per spec. The frame is functionally tested for component fit (BB, headset, seatpost, derailleur hanger).
Outgoing QC (OQC). A final independent inspector verifies a percentage of finished frames against the original spec sheet, photographs them, and signs off on shipment.
Sunremo’s documented rejection rate at each QC stage, IQC 0.3%, post-cure 0.35%, pre-paint 0.35%, total cumulative rejection 1%]
This is the difference between Tier 1/Tier 2 production and lower tiers. Every frame is treated as a serial-numbered, traceable item, not a nameless unit pulled from a bin.
Fabricated test reports do exist, particularly in Tier 3/Tier 4 sourcing. They are not difficult to detect with basic verification.
Step 1: Confirm the lab is accredited. CNAS-accredited labs are listed at cnas.org.cn (Chinese, but searchable). A2LA labs are listed at a2la.org. TÜV, SGS, and Intertek operate global lab networks with online directories. If the lab is not findable, the report is not credible.
Step 2: Check the report number format. Each accredited lab uses a structured report numbering system. A genuine report will have a number that follows the lab’s documented format. Random or inconsistent numbering is a red flag.
Step 3: Email the lab. Reputable labs will confirm whether a specific report number is in their system within 48 hours. The supplier should not be involved in this verification — go to the lab directly.
Step 4: Look at the report’s internal consistency. Dates, sample IDs, test sequences, and signatures should all align. Errors and inconsistencies suggest either sloppy lab work or fabrication.
Step 5: Cross-reference with the supplier’s other documentation. The frame model and size in the test report should match the spec sheet, marketing materials, and the actual frame. Mismatches deserve explanation.
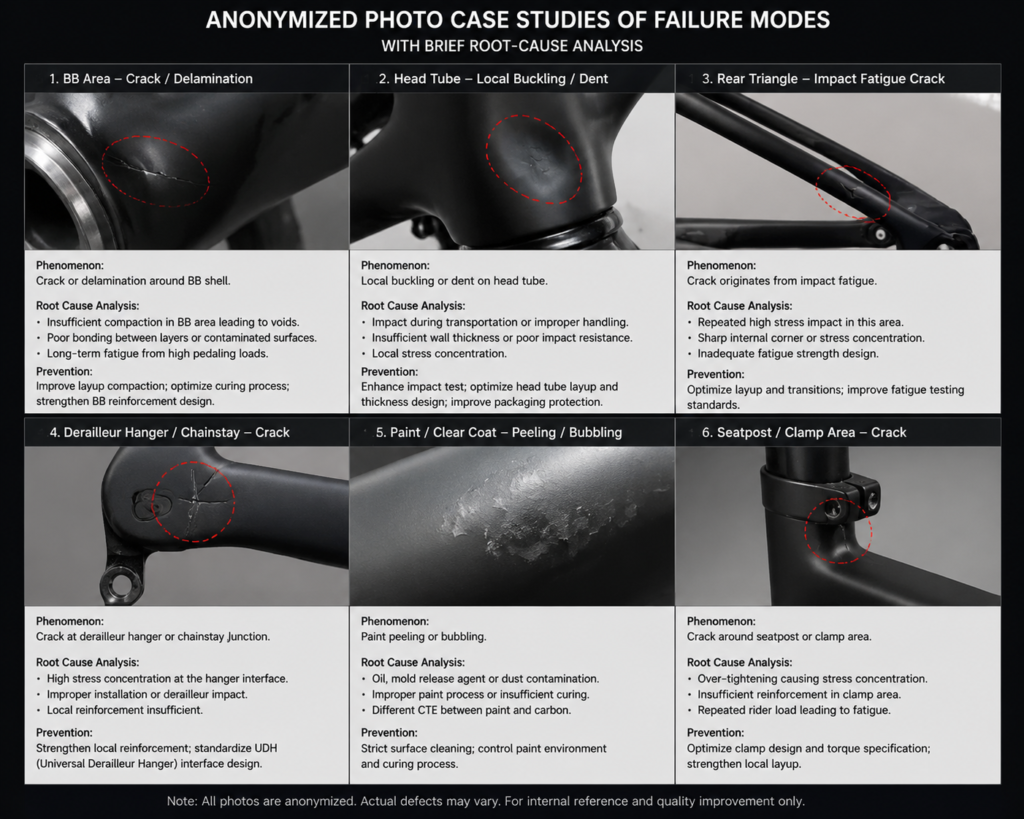
Understanding why frames fail makes you a better buyer and a better seller. The most common failure modes a dealer will encounter:
Bottom bracket area cracks. The BB junction sees the highest concentrated stress in any frame. Cracks here typically indicate insufficient layup at the BB, voids from poor consolidation, or fatigue from extended use. A well-designed and well-built frame will outlast normal use here. A poorly executed frame will not.
Head tube delamination. Visible as bubbling or paint disturbance around the head tube. Caused by voids during cure or impact damage. Often appears after several seasons of use; can be present from day one in poorly built frames.
Chainstay and seatstay cracks. Usually from impact or fatigue at high-stress concentrations. Frame design and ply orientation in these zones matter significantly.
Dropout/derailleur hanger area. Most modern frames use UDH (universal derailleur hanger) to standardize this point. Pre-UDH dropouts and proprietary hangers can fail at the hanger interface, sometimes mistaken for frame failure.
Paint and clear coat issues. Not structural, but the most visible and most often warranty-claimed issue. Premium suppliers track paint complaints separately from structural ones because the root causes (paint shop variables) are different.
Use this list when onboarding a new carbon supplier. Anything missing should be requested before placing the first order.
Full PDF test reports for every frame model you intend to stock, dated within 24 months, from accredited labs. Documented in-house QC process at minimum the stages described above. Frame rejection rate by stage for the past 12 months. Warranty failure rate by model for the past 24 months. A named engineer-level contact for technical questions. Access to a third-party factory audit (or a video walkthrough as a minimum). Spare frame and small-parts availability for at least 5 years.
Suppliers who provide all of this without friction are the suppliers worth doing business with. Suppliers who treat any of it as a trade secret are signaling that you should not be their customer.
Engineer name:Chen Ming, title, 10+ years of carbon composite experience, Specialist in thickness analysis and load optimization of composites.
Sunremo Cycle, Quality Assurance
What is ISO 4210?
ISO 4210 is the international standard for bicycle safety testing. It is divided into multiple parts covering different bicycle types: 4210-6 for road, 4210-9 for mountain, 4210-2 for city/trekking, and so on. Each part defines impact, static, and fatigue tests with measurable pass criteria.
Is ISO 4210 the same as EN 14781?
No. ISO 4210 is the global baseline. EN 14781 is a European standard specifically for racing bicycles, with higher fatigue load thresholds. Premium road frames should ideally meet both.
How many cycles does a carbon frame need to survive in fatigue testing?
ISO 4210-6 requires 100,000 cycles at specified loads in the pedaling and horizontal force fatigue tests. Premium suppliers often demonstrate margin by completing 150,000+ cycles or testing to failure to characterize design margin.
Do CPSC and ISO 4210 cover the same things?
Partially. CPSC focuses on US-specific safety requirements including braking performance, reflectors, and basic structural integrity. ISO 4210 is more rigorous on structural testing. Most premium frames are tested to both.
Can I trust a test report from a CNAS-accredited Chinese lab?
Yes. CNAS has mutual recognition agreements with major international accreditation bodies including A2LA (US), UKAS (UK), and DAkkS (Germany). A CNAS-accredited report is internationally recognized.
How often should test reports be renewed?
There is no universal renewal cycle, but reports older than 24 months should be refreshed, and any change to layup schedule, mold, or material supplier should trigger retesting. Reputable suppliers retest periodically as part of QA.
What does “ultrasonic inspection” detect?
Ultrasonic scanning detects voids, delaminations, and inclusions inside the carbon laminate that are not visible from the surface. It is standard practice at premium factories for high-stress areas of every frame.
What is the difference between a passed test and a “passed with margin” test?
Passing means the frame met the minimum threshold. Passing with margin means the frame survived significantly beyond the threshold (e.g., 200,000 cycles vs. 100,000 required). Margin indicates design conservatism and is a positive signal for long-term durability.
What should I do if a test report I receive looks suspicious?
Email the issuing lab directly with the report number and ask for confirmation. If the lab cannot confirm, do not place the order. If the supplier resists this verification step, that is your answer.
Are higher-priced frames always tested more rigorously?
Not necessarily. Tier 1/Tier 2 factories test all production rigorously regardless of the brand premium. Brand premium often reflects marketing and warranty network density rather than testing depth. The right question is which factory produces the frame, not which brand sells it.
Next step for dealers and bike shops: Sunremo provides full PDF test reports from accredited labs for every frame model in our catalog, plus our documented QC process, recent rejection rate data, and a named engineering contact for technical questions. Request our quality dossier.
For B2B bicycle sourcing, a testing claim is most useful when it is tied to a specific frame model, sample size, report date and issuing lab. Before placing an order, ask the supplier which exact model was tested, whether the report covers the size you intend to buy, and whether the testing matches the destination market or intended riding category.


